Advanced ceramics powders have excellent mechanical, acoustic, optical, thermal, electrical, and biological properties. They are widely used in aerospace, electronics, biomedicine, and high-end equipment manufacturing. There are many types of ceramics with unique compositions and features.
For example, alumina ceramics powders offer strong oxidation resistance. Silicon nitride ceramics have high strength and resist electrical corrosion. Zirconia ceramics show high toughness and good biocompatibility.
High purity alumina
High-purity alumina (4N and above) has the advantages of high purity, high hardness, high strength, high temperature resistance, wear resistance, good insulation, stable chemical properties, and moderate high-temperature shrinkage performance. It also has good sintering performance and optical, electrical, magnetic, thermal and mechanical properties that ordinary alumina powder cannot match. High-purity alumina stands out as one of the highest value-added and most widely applied high-end materials in the modern chemical industry. Moreover, it represents a key category of high-performance alumina products. It actively serves high-tech industries such as fluorescent materials, transparent ceramics, electronic devices, new energy, catalytic materials, and aerospace materials.

High-purity alumina transparent ceramics powders have excellent light transmittance. They outperform opaque ceramics in mechanical and thermal properties. They also have superior optical and electrical performance. Alumina ceramic substrates are widely used in the electronics industry.
They serve as base materials for integrated circuit chips. Beyond substrates, high-purity alumina is used in semiconductor parts. These precision parts demand stricter performance than regular ceramics. As a polishing material, its quality is especially important. With silicon carbide semiconductors rising, its role grows. Ultrafine high-purity alumina is key in semiconductor polishing.
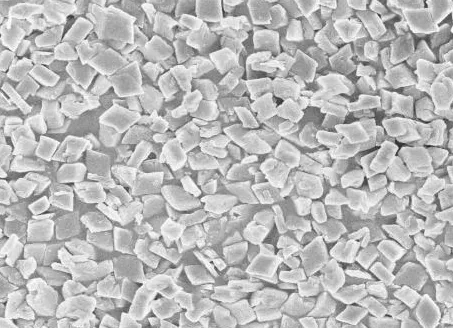
Bomu stone
Boehmite contains one crystal water, and its chemical formula is γ-Al2O3·H2O or γ-AlOOH, which is a kind of aluminum oxide hydrate.
Its high surface area and porosity make it ideal for fast, reusable adsorbents. Moreover, it retains shape after phase change, enhancing material stability.
Its strong biocompatibility supports applications in orthopedics, dentistry, and biomedicine. In addition, its flame resistance and insulation suit high performance copper-clad laminates. It also offers excellent filler properties for ultra-thin electronic materials. Furthermore, its stable orthorhombic structure boosts surface functionalization potential. The dense surface hydroxyl groups enable easy modification with functional groups. Thus, it becomes a key raw material for supported catalysts and reagents.
Aluminum Nitride
As electronic chips become smaller and more powerful, heat flux density rises sharply. Therefore, improving heat dissipation and choosing proper packaging materials is crucial. This has become a key challenge in power device development. Ceramic materials offer high thermal conductivity and heat resistance. They also provide excellent insulation, strength, and thermal compatibility with chips. Thus, they are ideal for power device packaging substrates.
Among them, aluminum nitride is the ceramics powders with the best thermal conductivity. Its theoretical thermal conductivity reaches 320 W/(m·K). Commercial products typically achieve 180–260 W/(m·K). Thus, it suits high-power, high-lead, and large-chip packaging substrates. Besides high thermal conductivity, it also offers excellent features such as:
- Its thermal expansion coefficient (4.3×10⁻⁶/°C) matches that of silicon (3.5–4.0×10⁻⁶/°C).
- It has good mechanical strength, higher than BeO and close to alumina.
- It offers excellent electrical properties, with high insulation and low dielectric loss.
- It supports multilayer wiring for high-density, miniaturized packaging.
- It is non-toxic, making it environmentally friendly.
Silicon Nitride

Silicon nitride is mainly used as a ceramic material today. It is a key material in industrial and advanced technologies. Among its products, bearing balls are the most widely used. Compared to steel balls, they offer clear advantages. They are low in density, high-temperature resistant, and self-lubricating. They also resist corrosion and have similar fatigue failure modes as steel. Thus, they are widely used in precision machine tool bearings. They also serve in automotive, wind turbine, and petrochemical bearings.

Spherical Alumina
Among various thermal conductive powders, spherical alumina stands out due to its comprehensive performance. It offers high thermal conductivity, a high filling factor, and good flowability. With mature technology, a wide range of specifications, and reasonable pricing, it has become the most mainstream thermal conductive powder in the high-end thermal conductivity field.
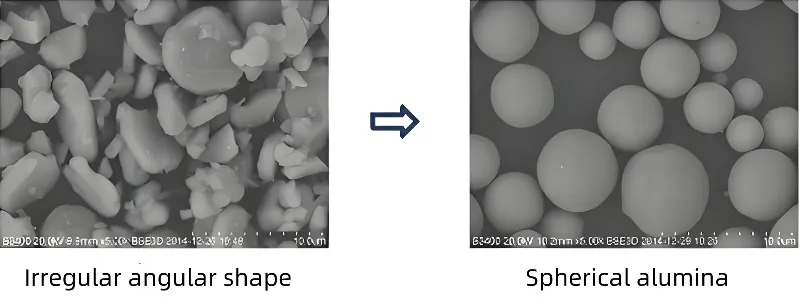
Moreover, spherical powders have regular shape and high packing density. They also provide excellent flowability, greatly enhancing product performance. Researchers and industries widely use and study spherical Al₂O₃ beyond thermal applications.. It finds applications in ceramics, catalyst supports, and other advanced fields.
Barium Titanate
Barium titanate (BaTiO₃) is an ABO₃-type perovskite structure material. Researchers recognized its excellent dielectric properties in the early 20th century. It has been widely used as a dielectric material in capacitors. Today, it remains one of the most commonly used electronic ceramic powders. Moreover, it serves as a base material for manufacturing electronic components. Thus, it is known as the “pillar of the electronic ceramics industry.”

Nanocomposite zirconium oxide
Nano composite zirconia refers to zirconia that retains tetragonal or cubic phases at room temperature. Manufacturers achieve this by adding stabilizers to the material.. The stabilizers are mainly rare earth oxides (like Y₂O₃, CeO₂) and alkaline earth metal oxides (such as CaO, MgO).

High purity silicon carbide
We mainly divide silicon carbide materials into ceramic and single-crystal types. As a ceramic, it usually does not require very high purity in general applications. However, engineers must strictly control its purity in special environments like semiconductor equipment (e.g., lithography machines) to prevent contamination of silicon wafers.
Conclusion
The performance of ceramics powders directly impacts final product quality. By optimizing preparation methods, particle size control improves sintering activity. Surface modification also enhances dispersion and mechanical properties. These advances meet demands in electronics, healthcare, and aerospace industries. Moving forward, nanotech and eco-friendly processes will expand ceramic powder applications. The future promises broader high-performance ceramic uses.
Epic powder
Epic Powder, 20+ years of work experience in the ultrafine powder industry. Actively promote the future development of ultra-fine powder, focusing on crushing,grinding,classifying and modification process of ultra-fine powder. Contact us for a free consultation and customized solutions! Our expert team is dedicated to providing high-quality products and services to maximize the value of your powder processing. Epic Powder—Your Trusted Powder Processing Expert !